METAL FORMING
The objective is to know this entry has some shaping processes of metals, as this provides the necessary tools to understand the general behavior of any material, which is necessary when properly develop designs of components, systems and processes are reliable and economical.
Processes discussed below these metal forming such as:
- Punching
- Bending
- sausage
- Laminated
- Extrusion
Because metals must be formed in the plastic behavior is necessary to overcome the yield strength so that the deformation is permanent. Therefore, the material is subjected to stresses above its elastic limits, these limits are raised consuming and ductility.
In the metal forming should take into account certain properties, such as low yield strength and high ductility. These properties are influenced by temperature: when the temperature increases, the yield stress decreases and increases ductility.
There is a large group for this manufacturing process in which the tools, usually a given conformation, exert forces on the workpiece to force them to take the form of the given geometry.
Die
In the die cut sheets by subjecting them to shear forces,
Developed between a punch and a die, shearing and differs from the latter only decreases the sheet size without giving any way.
The finished product can be die cut from the perforated sheet or cut pieces.
The parameters taken into account in the punching form and are
Materials of the punch and the matrix, the speed and force for punching, the lubrication, the material thickness and the clearance or gap between the punch and die. The determination of the light will influence the shape and quality of the cut edge. The more light there is, the cut edge will be rough and cause a larger zone of deformation in which the cure will be higher.
The burr height increases with increasing light. Edges
Dull tools also contribute to the formation of burrs, which decreases when the speed of the punch increases.
In some operations of punching the perforated sheet tends to accumulate between the straight portion of the matrix, packaging exerting a force that opposes the force of punching. Therefore, the cutting force should increase as more operations are performed.
BENT:
The bending deformation of metal sheet is about a certain angle. Angles can be classified as open (if greater than 90grados), closed (less than 90 °) or straight. During operation, the outer fibers of the material are in tension, while the interiors are in compression. The bend produces no significant changes in the thickness of the metal sheet.
This process has the distinct advantage that the main movement is performed by bending the robotic arm, which arm can be programmed into both the bending angle and the force of action thereof.
SAUSAGE
Sheet metal inlay is one of the most common procedures making hollow parts for various applications ranging from the home, office and industry in general.
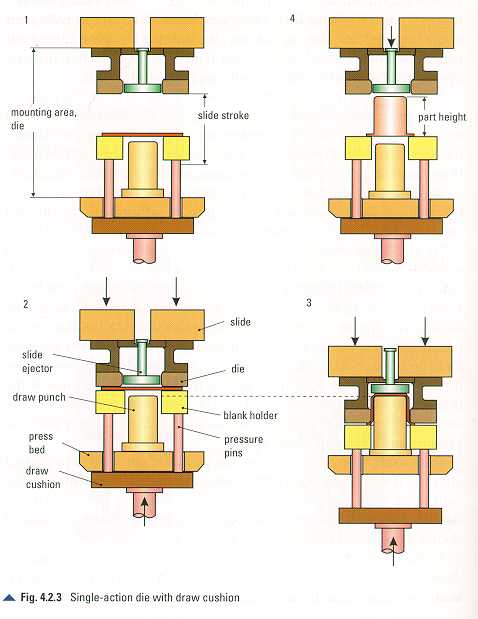
The cut pieces or disks are arranged to employ the seat or centering ring, fixed to the die for pressing, in order to center the disc in the drawing process. A stripper device presses the disc against the die for pressing in order that no folds occur. The lower punch die to stretch the material on the beaded edges of the matrix, so as to produce a hollow piece. The movement of all crystals consisting stuffing material is radical to the full extent. Each of the crystals of the material moves to the extent that it slides into the opening between the punch and die.
The displacement of material in this instance is similar to the water flow of a weir overflow. When it is intended that the material thickness is not changed during the filling process, the area of the original piece (hard cut) should equal the surface area of the recessed part.
LAMINATE
Lamination is one method used to produce shaped deformation elongated metal products of constant cross section.
This metallurgical process can be performed with various types of machines. The choice of the most suitable machine is a function of the type of sheet to be obtained (thickness and length) and the nature and characteristics of the metal. In the following link, sheet fabrication can be seen the great industrial and commercial use have the metal forming process in the manufacture of laminate articles, showing how large metal blocks are rolled up more than 45 times its initial thickness.
This is a process which reduces the thickness of material passing between a pair of rotating rollers. The rollers are generally cylindrical and produce flat products such as sheets or tapes. They can also be scored or engraved on a surface so as to change the profile and pattern embossed stamp. This deformation process may be conducted in either hot or cold.
Hot rolling: The hot rolling process is used for casting structures, or dendritic commonly cast, which includes large and non-uniform grain, so the structure is more fragile and contains porosities. Such hot rolling must be performed at a higher temperature to re crystallization temperature of the metal structure allowing the casting process in a laminated structure, which will have finer grains and a higher ductility, resulting both from the brittle grain boundaries and defects especially close porosity. The hot rolling process is carried out for aluminum alloys and steel alloys. Temperatures are handled between 0.3 and 0.5 times the melting temperature, which temperature corresponds to the re crystallization. Commonly the first hot rolling product are the billet and slab. The first product is widely used for the formation of I-shaped beams and railroad ties, in the case of using billets, in contrast to the formation of plates and slabs are used. In the hot rolling process for billets so as for the surface slab has to be improved by the presence of calamine which can be removed by etching, grinding to give thickness to the surface smoothness, or sandblasting and become so laminated.
Cold rolling: The cold rolling process is performed at room temperature. Unlike the process of hot rolling, producing sheets and strips with a surface finish better because there is no presence of calamine. Furthermore, they have better dimensional tolerances and better mechanical properties due to strain hardening.
FORGED
Involves applying compressive stress exceeding the yield strength of the metal. The effort can be applied quickly or slowly. The process can be performed hot or cold, the temperature selection is determined by factors such as ease and cost deformation involving the production of mechanical parts or certain surface finish is a minor factor. Over 90% of wrought processes are hot.
There are two kinds of procedures forged: Forged Wrought impact and pressure.
FORGED BY PRESSURE: The type of floor which involves the gradual application of pressure to the yield strength of the metal. This type of floor is used at industrial level and type hydraulic press used machinery. The following link can be seen on pressure forging process: Forged by pressure
Forged by Impact: wrought type where the load is applied by impact and deformation takes place in a short time. There turn two different ways by impact forging
Forged Blacksmith: This is undoubtedly the oldest type of forged, but today is relatively uncommon. The impact force is applied to the deformation by the blacksmith manually via a hammer. The piece of metal is heated in a forge and when you are at the right temperature is placed on an anvil. The anvil is a heavy steel body with a flat top, a horn-shaped portion which is curved to produce different curvatures, and a square hole in the top to accommodate various accessories anvil.
In the following link, you can see a blacksmith forging process implemented: Forged Blacksmith
Forged by Martinet: This is the modern equivalent of blacksmith forged where the blacksmith limited force has been replaced by a mechanical or steam hammer.
EXTRUSION
Extrusion is a process by which the compression work metal is forced to flow through a die opening to shape cross-section. Examples of this process are hollow sections, as pipes, and a variety deformas cross section
The following link shows the extrusion process for mass production: Extrusion
Extrusion: The extrusion forming process can be divided into two main types: direct extrusion and indirect extrusion.
Direct extrusion. - Direct extrusion, also known as forward extrusion is the most common extrusion process. It works by placing the bar in a tightly reinforced. The rod is pushed through the die by a screw. There is a reusable dummy block between the screw and the rod to keep them apart. The major disadvantage of this process is the force required in the extrusion of the bar is greater than that needed in the indirect extrusion because the frictional force introduced by the need to traverse the bar of the container completely. Thus the force required is greater at the beginning of the process and decreases as the bar is depleted. At the end of the bar is greatly increased strength because the bar is thin and the material to flow radially out of the die. The end of the bar, called heel end, is not used for this reason.
Indirect Extrusion
In indirect extrusion, also known as delayed extrusion, the bar and the container are moved together while the die is stationary. The die is held in place by a support which must be as long as the container. The maximum length is given by the extruding force of the support column. By moving the bar to the container, friction is eliminated.
Advantages:
A reduction of 25 to 30% of the frictional force enables the extrusion of long bars.
There is less tendency for the extrusion of crack or break because there is formed by the friction heat.
The container coating will last longer due to less use.
The bar is used more evenly such that extrusion defects and the peripheral rough or granular are less likely.
Disadvantages:
The impurities and defects in the bar surface affect the surface of the extrusion. Before being used, the bar must be cleaned or polished with a wire brush.
This process is not as direct extrusion versatile because the cross sectional area is limited by the maximum size of the stem.
bueno este es una de las primeras entradas en ingles , mejoraremos a medida que sigamos con las entradas y os dejo unos videos de los procesos de conformado de los metales.
http://www.youtube.com/watch?v=QVxk2qZ9wbo&feature=related
http://www.youtube.com/watch?v=JxvXJFb9D7I
http://www.youtube.com/watch?
v=6ufMOTcRBwU
http://www.youtube.com/watch?v=iiGlq7408ME&feature=related